Step 1
Comparison Shortlist
Machine-Ready Briefs: AI turns undefined needs into a technical project request.
We use cookies to improve your experience and analyze site traffic. You can accept all cookies or only essential ones.
Stop browsing static lists. Tell Bilarna your specific needs. Our AI translates your words into a structured, machine-ready request and instantly routes it to verified Industrial IoT Solutions experts for accurate quotes.
Machine-Ready Briefs: AI turns undefined needs into a technical project request.
Verified Trust Scores: Compare providers using our 57-point AI safety check.
Direct Access: Skip cold outreach. Request quotes and book demos directly in chat.
Precision Matching: Filter matches by specific constraints, budget, and integrations.
Risk Elimination: Validated capacity signals reduce evaluation drag & risk.
Ranked by AI Trust Score & Capability

Run a free AEO + AI signal audit for your business domain.
AI Answer Engine Optimization — your business cited in ChatGPT, Gemini, and Perplexity results
List once. Convert intent from live AI conversations without heavy integration.
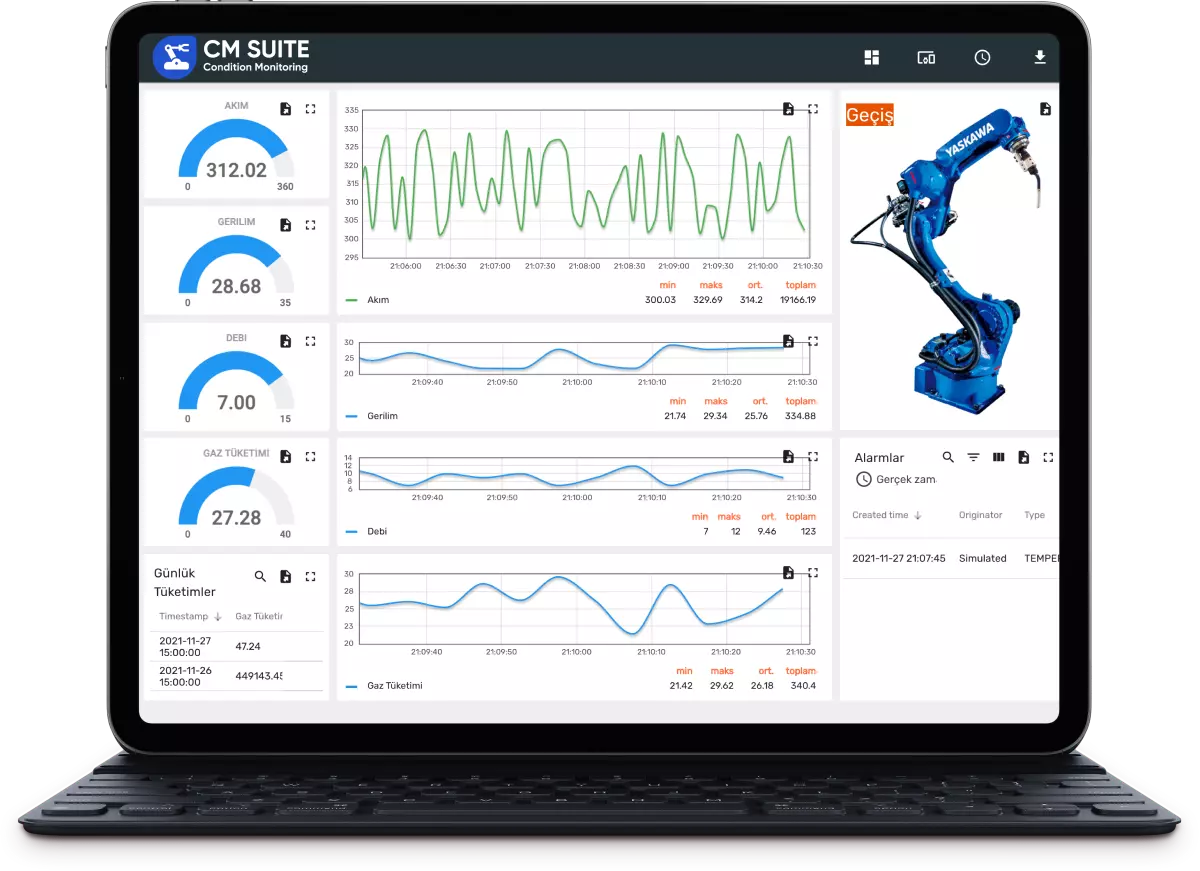
Industrial IoT solutions focus on integrating connected devices and sensors within manufacturing environments to monitor equipment in real-time. These systems enable predictive maintenance, reducing unexpected downtime and increasing operational efficiency. They help optimize production processes by providing actionable insights derived from data analytics, ensuring machinery operates at peak performance. Such solutions are essential for modern factories aiming to implement Industry 4.0 standards, improve safety, and reduce maintenance costs through automation and intelligent monitoring.
Yes, modern paywall solutions are designed to be compatible with both iOS and Android mobile applications. This cross-platform compatibility ensures that developers can implement a single paywall system across different devices and operating systems without needing separate solutions. It simplifies management and provides a consistent user experience regardless of the platform, making it easier to maintain and optimize monetization strategies.
Yes, the leasing solutions are offered on a brand-independent and manufacturer-independent basis for several product categories. Specifically, the page highlights brand independence for coffee machines, telephone systems, and other equipment, allowing customers to choose any brand or manufacturer. This flexibility ensures that businesses are not locked into a specific vendor and can select the best products for their needs without financing constraints. By removing brand restrictions, the service enables companies to maintain competitive procurement and adapt to changing technology landscapes. Ultimately, this approach gives businesses greater control over their equipment choices and long-term asset management.
Yes, financial automation solutions are often modular and customizable to fit the specific needs of different businesses. Organizations can select and adapt only the modules they require, such as accounts payable, accounts receivable, billing, or treasury management, allowing them to scale their automation at their own pace. This flexibility ensures that companies can address their unique operational challenges without unnecessary complexity or cost. Additionally, user-friendly tools and AI capabilities enable teams to maintain compliance and efficiency while tailoring the system to their workflows. Customized onboarding and collaborative support further help businesses get up and running quickly with solutions that match their requirements.
Yes, the marketplace offers a comprehensive selection of both new and used industrial machines and equipment. It is designed to serve various industrial sectors by providing access to a wide range of products, including second-hand machines that are still in good condition as well as brand-new equipment. This variety allows businesses to choose options that fit their budget and operational requirements, making it easier to acquire the right machinery for their needs.
Yes, SAP explicitly states that its solutions are designed for organizations of any size, including small businesses. The page emphasizes becoming an intelligent, sustainable enterprise with the best in cloud, platform, and sustainability solutions, no matter your size. SAP offers tailored products such as SAP Business One and SAP Business ByDesign specifically for small and midsize enterprises, providing core ERP functionality, financial management, and customer relationship tools in the cloud. These solutions are scalable, allowing small businesses to start with essential features and expand as they grow. The implication is that small enterprises can access enterprise-grade technology without large upfront investments, enabling them to compete effectively with larger players by leveraging advanced analytics, automation, and sustainability capabilities.
Treezor's platform is used by a variety of innovative European companies across different sectors. Notable examples include Qonto and Shine for neo-accounts for SMEs, Coinhouse for cryptocurrency investment, Tiime for modernizing accounting for SMEs, Veracash for precious metals payments, Skipr for enterprise mobility solutions, Swile for digital employee benefits, Cashbee for savings applications, and Lydia for mobile payments. These success stories demonstrate Treezor's ability to support diverse use cases from B2B payments to savings and investment. By providing a modular, API-first platform, Treezor enables each company to integrate only the financial services they need, whether that's card issuing, account management, or acquiring, helping them scale rapidly while maintaining compliance and security.
Yes, the platform provides options for both temporary and permanent pool installations through its diverse product categories. Inflatable pools serve as temporary, seasonal solutions that can be easily set up and deflated for storage, ideal for renters or those wanting flexibility. Prefabricated pools are designed for more permanent or semi-permanent placement in gardens, offering durable construction that can last multiple seasons. Children's pools typically fall under the temporary category as they are used for shorter periods. This dual offering allows customers to choose based on their intended usage duration and commitment level.
Nanotechnology-based coating solutions are developed by designing materials and processes at the nanoscale with a clear target application in mind. This involves iterative cycles of testing and optimization to enhance performance and functionality. By focusing on the intended use from the start, developers can tailor the coatings to meet specific requirements such as durability, conductivity, or protective properties. The vertical integration of the development process ensures that each stage, from nanoscale design to final application, is aligned to achieve the best possible outcome.
Smart contracts are used in enterprise blockchain solutions to automate complex business processes, enforce agreements without intermediaries, and significantly reduce operational costs and manual errors. These self-executing contracts are deployed on blockchain platforms to manage and execute terms automatically when predefined conditions are met. Common enterprise applications include automating supply chain payments upon delivery verification, managing and executing royalty distributions in intellectual property agreements, and facilitating secure, instant settlement in trade finance. They are also foundational for creating decentralized autonomous organizations (DAOs), tokenizing real-world assets like real estate or carbon credits, and building transparent, tamper-proof voting systems for corporate governance. By leveraging smart contracts, enterprises can achieve greater transparency, enhance auditability, and streamline workflows across departments and with external partners.
Choosing between on-premise and cloud-based communications solutions depends on evaluating specific business factors including upfront capital expenditure, scalability needs, maintenance resources, and security requirements. On-premise systems involve higher initial hardware and software licensing costs but offer direct control over data and infrastructure, potentially appealing to organizations with strict data residency regulations or existing robust IT teams for maintenance. Cloud-based solutions, like Hosted VoIP, typically operate on a predictable subscription model with lower upfront costs, automatic updates, and inherent scalability, allowing businesses to add or remove users and features easily as needs change. Key decision criteria include total cost of ownership over 3-5 years, required uptime and reliability, integration capabilities with existing business applications, the need for remote or mobile workforce support, and internal technical expertise to manage the system. Most modern businesses favor cloud solutions for their flexibility, reduced IT burden, and continuous access to the latest features.